A article about production monitor setup instruction of Powerjet injection molding machines. Includes the processes and specifications you may meet in daily operations.
Press Manual key ![]() to enter into Manual mode
to enter into Manual mode ![]() . This control allows you to set the down limit and uplimit values for each production parameters. Once the current production parameter value is out of the presetting value, the controller will give an alarm and stop the machine. The controller will record the time of the tupe of error that caused the alarm. To access the Alarm/Error Message display screen, please press F10
. This control allows you to set the down limit and uplimit values for each production parameters. Once the current production parameter value is out of the presetting value, the controller will give an alarm and stop the machine. The controller will record the time of the tupe of error that caused the alarm. To access the Alarm/Error Message display screen, please press F10 ![]() .Press again F2
.Press again F2 ![]() production monitoring to enter the alarm display screen.
production monitoring to enter the alarm display screen.

In order to enter the automatic alarm screen, please select the F10 ![]() next stage , then press F2
next stage , then press F2![]() production monitoring and finally press F3
production monitoring and finally press F3![]() to enter the monitor 1 screen.
to enter the monitor 1 screen.
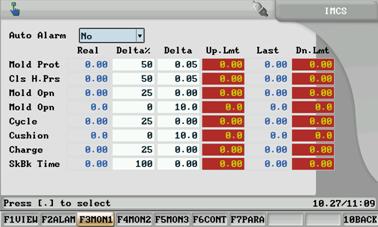
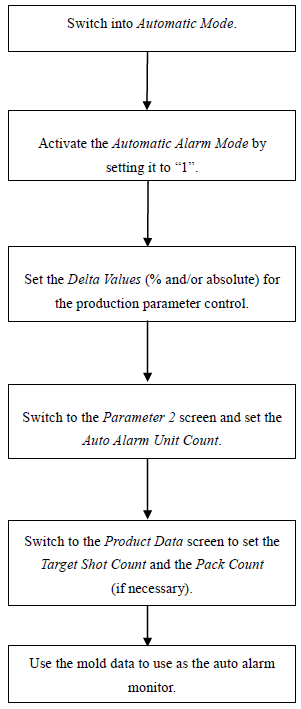
At the beginning of each operation, the Automatic alarm is OFF until the machine runs and reach the cycles as preset to activate the automatic alarm function, and the controller will use the achieved parameters values of the last production cycle as reference for alarm. If any real value of production parameters exceed the down or up limits, the controller will give an alarm and stop the machine.
After the stable of the production cycle, then the auto alarm system is executed. Before the normal operating of the machine is execute, the parameters of the production will be corrected.Therefore, you should take into consideration the auto alarm system will only execute after the stable production.
You can press drop-down key![]() to select use, not use or resampling.
to select use, not use or resampling.
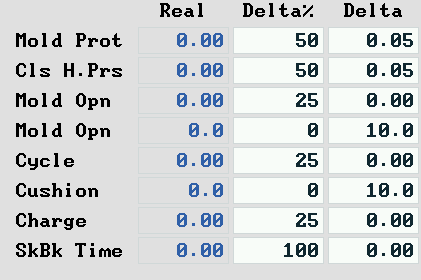
Next, set the Delta Value (% and /or absolute) for the production parameter control. See below for a more detailed explanation for the calculation of maximum and minumum limit based on the Delta Values.
You can use the actual production parameter value with the delta value(%)in order to built a deviation value, then use the deviation value and the reference value to build a up and down limit, if you need a group delta value(%)and delta value to get the maximum and minumum limit please use the fomula under:
Upper Limit Explanation
RV+ (RV*X/100) + Y RV= Reference Value
Lower Limit X= Delta Percentage Value (e.g.10 for 10%)
RV- (RV*X/100) -Y Y= Delta Percentage Value
Since the Reference Values are not fixed and vary from one cycle to the next, the reference Value will disappear when the machine is turn off. They will be re-estiblished at the beginning of the next operation cycle by using the current parameter values to determine the new reference points for the upper and lower limits.If the reference value is already build but the actual parameter had been corrected , then you can choose the resampling of the auto monitoring system by using the new parameters value to replace the previous one. Besides, your computer will select the previous figure with the auto alarm system to take as the reference value.
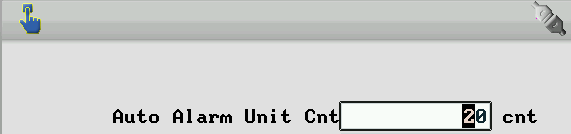
Under the Auto Alarm mode, if the Auto Alarm had already been activated (mode 1) or if the necessary number of production cycle for establishing the reference values has not yet been reached (mode 0), you can adjust the cycle numbers for Auto Alarm mode please press F7![]() enter into the parameters screen and insert the data you required.
enter into the parameters screen and insert the data you required.
Run the machine in automatic mode after setting all parameters until the activation of the Auto Alarm mode to verify the setting and to check for optimum performance. In case of improved production results after the activation of the Auto Alarm mode re-establish the Reference Value in Monitor 1 screen.