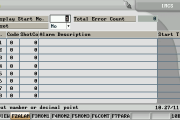
Path: F10 next –> F2 monitor –> F3 test 1
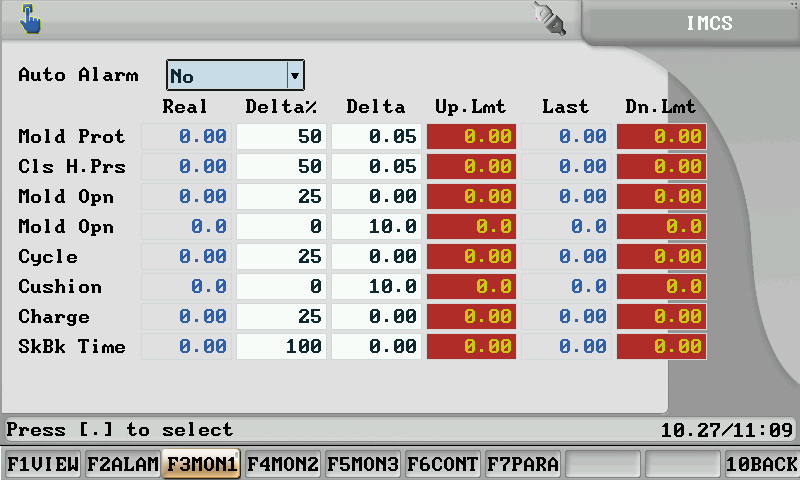
The HMI and controller provide you with an automatic monitoring and alarm system. The system allows you to set a desired operating range with upper and lower limits (Delta Values) for each production parameter. Once the current parameter value exceeded the pre-set range the machine will stop operation and the alarm will siren. For later analysis the monitoring system will record the time and the type of error that caused the alarm.
At the beginning of each operation, the automatic alarm is turned off until the machine has finished the pre-set number of production cycles in Auto Operation mode. After the number of pre-set production cycles the automatic alarm will be activated and the achieved parameter values of the last production cycle will be used as reference points for the upper and lower limits (Delta Values) of each production parameter.
Should any of the current production parameters during the next production cycle and thereafter be outside the pre-set upper and lower limits (Delta Values) the alarm will sound and machine operation will stop for trouble shooting.
The activation of the automatic alarm function is delayed to allow for a stabilization of the production cycles. At the start of machine operation it is normal that the current production parameters vary considerably from one cycle to the next before they begin to stabilize. You should consider this when setting the number of production cycles before automatic alarm activation to allow a smooth operation without interruptions.
You can adjust the automatic alarm starting in the parameters.
To set the upper and lower limits for current production parameters you can use % values and/or absolute values. These Delta Values are then used in connection with the established Reference Value to determine the upper and lower limits. If you use a combination of % and absolute values the upper/lower limits will be calculated according to the following formula:
Upper Limit Explaination
RV+ (RV*X/100) + Y RV=Reference Value
Lower Limit X=Delta percentage (e.g.10 for 10%)
RV- (RV*X/100) -Y Y= Delta Absolute Upper Limit
Since the reference values are not fixed and vary from one machine operation cycle to the next the values are lost once the machine is turned off. They will be re-established at the beginning of the next operation cycle by using the current parameter values to determine the new reference points for the upper and lower limits (Delta Values).
If at some point after establishing the reference values you want to replace them with the currently achieved parameter values you can set the Auto Alarm mode. The controller will then use the parameter values of the last production cycle as the new reference values.
When the auto alarm system display use: auto alarm is open
Display not use: auto alarm is close
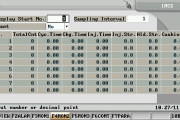
Explanation of each monitoring value:
Cls Mold (Close Mold): Total mold closing time.
Low pressure:Total mold closing low pressure time
High pressure:Total mold closing high pressure time
Open mold:Total mold opening time.
Open mold final position:The position when mold opening ends.
Cycle:Total production cycle time in auto mode
Eject: Total ejection time
Inj Time (Injection Time): Total injection time.
V->P SW: The position achieved at time of transition from injection to hold pressure.
V->P SW: The injection time elapsed at time of transition from injection to hold pressure.
V->P SW: The injection pressure achieved at time of transition from injection to hold pressure.
Injection monitor:The position where injection and pressure protection end
Inj Start (Injection Start): The position reached at start of injection.
Charge (Plasticizing): Total charge (plasticizing) time.
Retraction time:Total time of retraction.