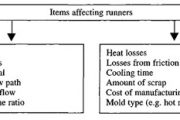
Continuing previous post about sleeve ejector system in mold, now let’s learn how to choose runner layout, and lay outing the cavity and core:
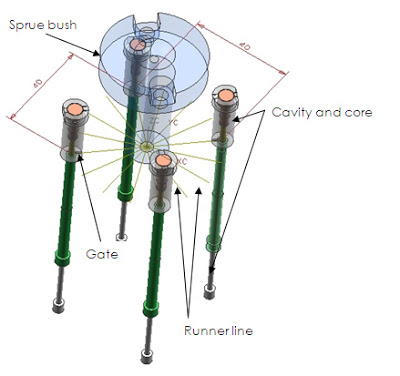
From picture above space that available for layouting cavity core is 40 mm X 40 mm, from those available space we must design effective and cheap runner cost, effective design for runner mean that total runner length designed as short as possible, and runner, product weight ratio is small, so it’s your product will contain only short runner, that can reduce cost of material. Here some layout that I tries to make from available space 40 mm X 40 mm.
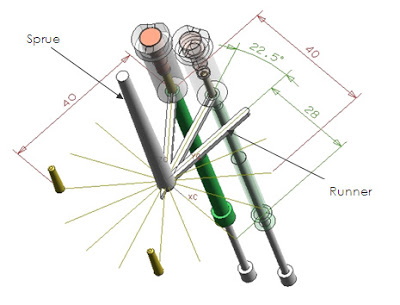
Direct Circular Type
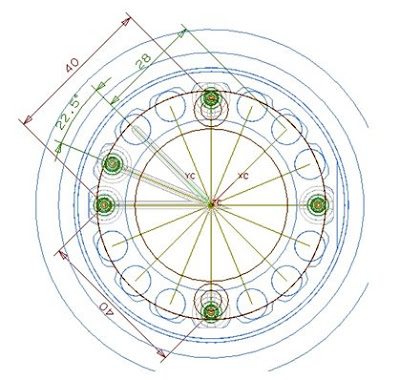
This type is easy to layout, because we only design for one runner, straight between center of sprue bush to gate position, then copy those runner base on amount cavity that can be layout, from space that available 40 mm x 40 mm, we can arrange the cavity until 16, so the angle between one cavity and other is 360 / 16 = 22.5, to arrange more detail copy and rotate your runner design with those angel (22.5) until you get 16 runner, each runner length is 28 mm, so total length of runner are 28 x 16 = 448 cm.
See picture below for detail construction and dimension of circular runner system for this mold:
Top View
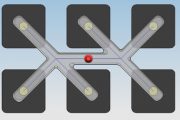
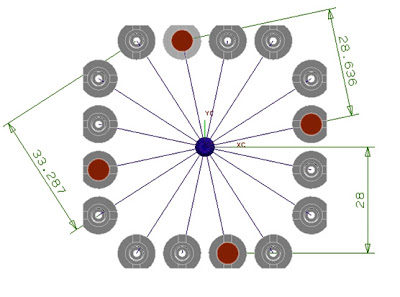
Direct rectangle type
Simple way to layout cavity core and runner is using direct rectangle, this type common use in imprecision part, 8 cavity will have length 28.6 mm from center sprue bush, and the 8 cavity others will have length 33.28 mm, see picture below for detail sketch of runner. From this condition total length of runner are (28.6 x 8) + (33.28 x 8) = 228.8+266.24=495.04 mm, this runner type have 47.04 longer than previous type.
The other’s disadvantage of this runner type is flow material will not same to all cavity, because distance between cavity and center of sprue bush for all cavity have 2 type, first type have 28.6 mm, second type have 33.28 mm in length, if the injection pressure too high or injection volume of material too much, it possibly flash at the first type (28.6) cavity. And if volume injection doesn’t enough shot mold possibly appear at second type cavity (33.28)
so, in this case, circular type of runner layout still the best to be implemented, how about the other runner layout type, such us H type, let’s see on the next post